By Walmay
By Walmay
 08 Jun, 2026
08 Jun, 2026
 8 Minutes Read
8 Minutes Read
To pass a food safety audit, a stainless steel surface in product contact zones needs three things lined up: the right grade (usually 316L, sometimes 304), the right finish (Ra ≤ 0.8 µm, ideally ≤ 0.5 µm for wet processing), and clean, crevice-free welds and transitions. Get any one of those wrong and you create biofilm traps that no amount of CIP chemistry will fix. The good news is that none of this requires exotic alloys for most plants — it requires discipline in specification.
If a surface touches wet food, brine, dairy, fruit acids, or anything sanitized with chlorinated CIP solutions, specify 316L. The 2–3% molybdenum is what stops pitting under chloride-rich conditions, and the low carbon (≤0.030%) prevents carbide precipitation during welding — which matters because welds are where audits find rust streaks.
304 is not obsolete. It is perfectly acceptable for dry-process bakery equipment, flour silos, mixing tables in low-chloride environments, structural framing, guards, and walkways. A biscuit line frame in 304 with 316L only on dough-contact surfaces will pass any audit and cut material cost by 30–40% versus going 316L across the board.
The trap buyers fall into: assuming “food grade” means 304 by default. A tomato sauce kettle in 304 will pit within a year. A cheese brining tank in 304 will fail at the welds in months. For a deeper grade-by-grade view, see our 304 vs 316 comparison.

Auditors care about roughness more than they care about alloy. A 316L tank with a rough 2D mill finish will fail hygiene swabs because bacteria nest in the micro-valleys. A 304 tank with a properly polished interior at Ra 0.4 µm will pass.
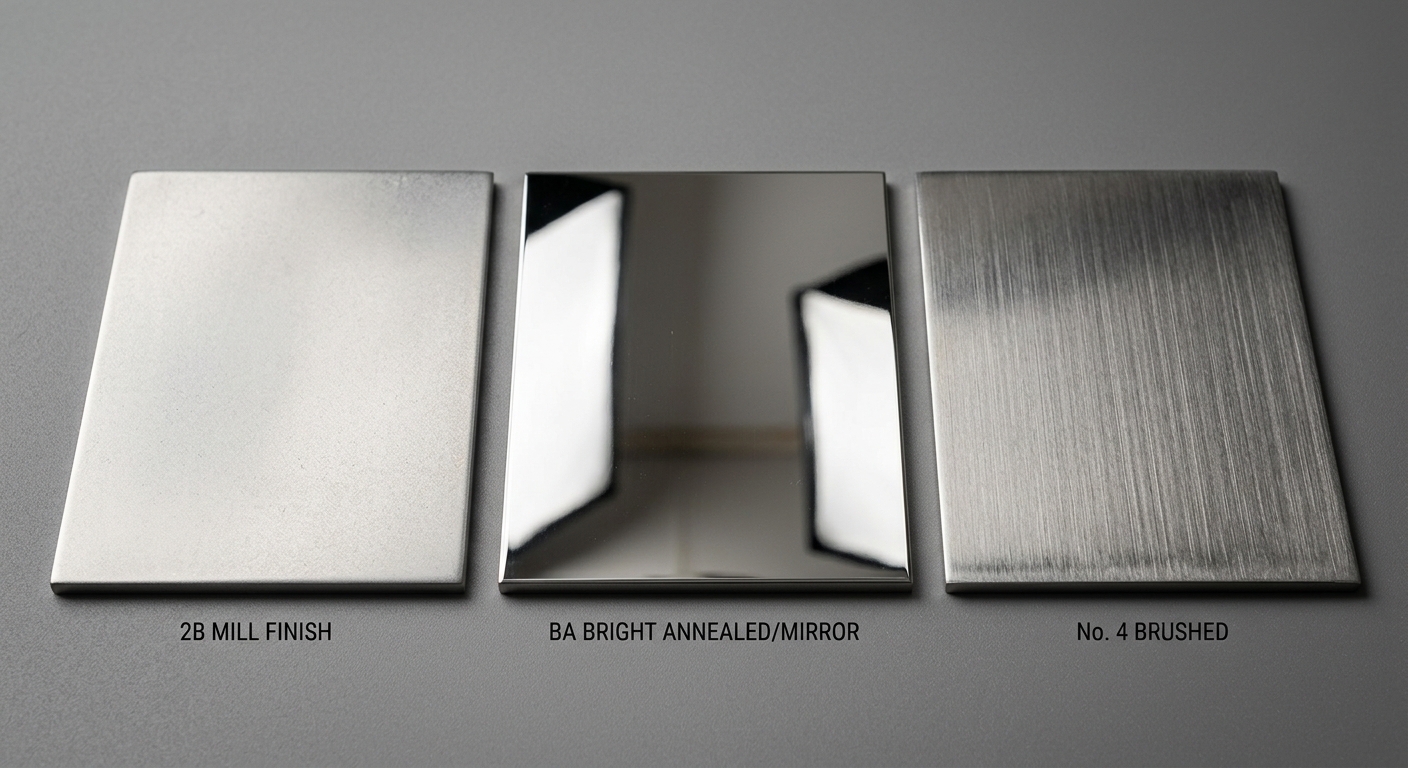
For sheets and plates going into hygienic equipment, 2B is borderline (Ra ~0.3–0.5 µm but with directional texture that traps soil). BA gives a brighter, lower-Ra reflective finish suitable for many dairy applications. No. 4 brushed is fine for exterior cladding and non-contact surfaces but is a poor choice for product contact because the brush grain holds residue.
For tanks, the safer route is to specify 2B as input and require mechanical polishing to a stated Ra after fabrication, with measurement points documented. Don’t accept “polished to 320 grit” as a spec — grit number does not guarantee Ra.
Heat-tint colors on a weld are not cosmetic — they are a chromium-depleted oxide layer with corrosion resistance closer to mild steel. Auditors looking at a tank seam will flag straw-yellow or blue tint immediately. The fix is post-weld treatment: pickling paste (HF/HNO₃) or electropolishing, followed by passivation.
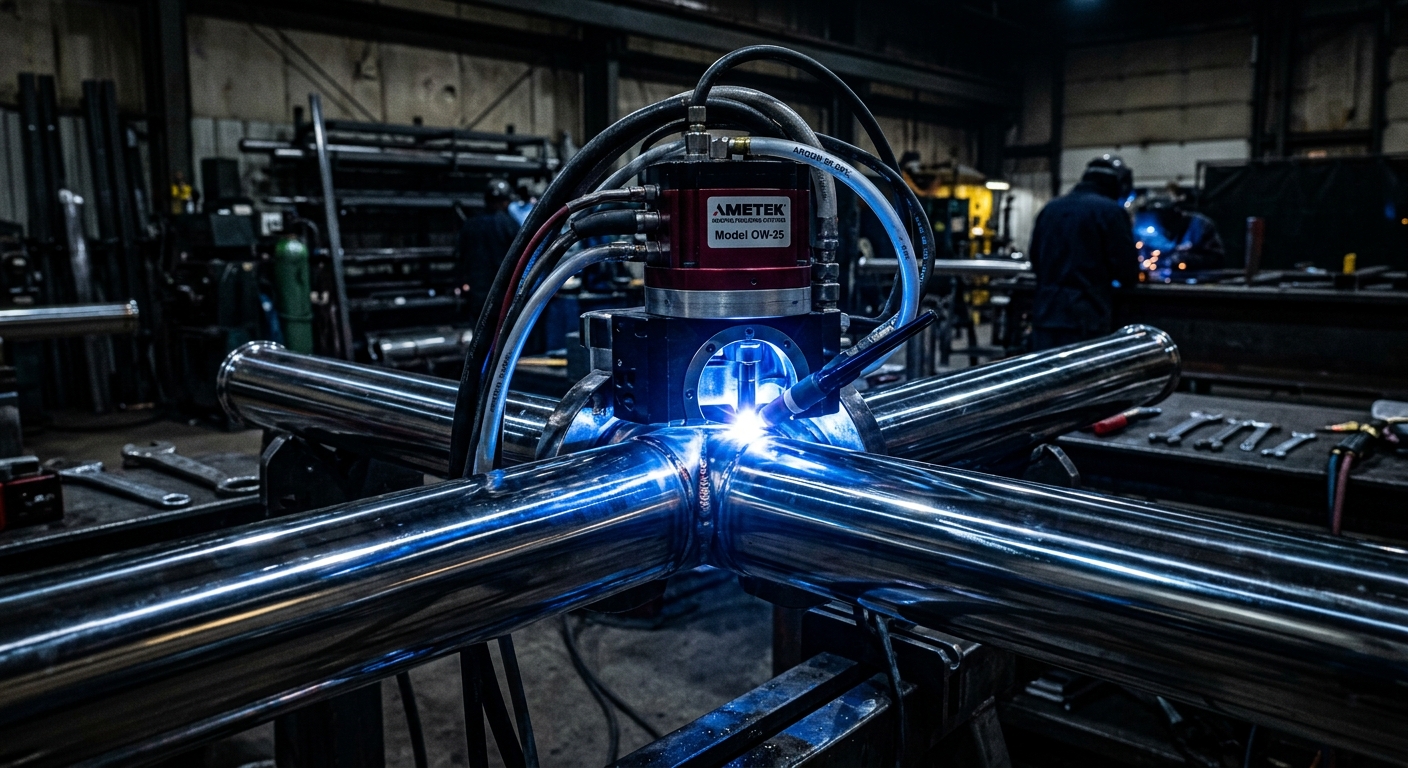
For orbital welds on sanitary tubing — typical in dairy, beverage, and CIP piping — specify back-purging with argon to ≤25 ppm oxygen. Visual acceptance per ASME BPE SF-1 or equivalent. Internal weld bead intrusion should be minimal (less than 10% of wall thickness) because a tall internal bead creates a wash-out shadow where biofilm grows.
For example, a mid-size beverage bottler in Southeast Asia replaced its filler-zone tube manifold after repeated micro-pitting at TIG joints. Root cause: hand welds without purge gas, no post-weld passivation. The rebuild used auto-orbital welds with documented purge and pickling — three years on, no failures, no audit findings.
You can spend on 316L and electropolishing, then ruin the hygienic design with a square internal corner that nothing can clean. Auditors trained on EHEDG criteria will check for these issues with a flashlight and a mirror.
If you are buying sheet and plate for tank construction, ask your supplier about edge condition and flatness. Wavy plate edges force welders to use wider fillets, which create harder-to-clean transitions. This is why tolerance and flatness specifications matter even more in food applications than in structural ones.
316L tanks and tubing, Ra ≤ 0.5 µm on product side, BA or mechanically polished. CIP at 75–85°C with 1–2% caustic and 0.5–1% nitric. 304 acceptable for external frames and platforms.
316L on saline brine contact (curing, marinating), 304 acceptable on cutting tables, conveyor frames, and chillers where chloride exposure is intermittent and rinsed. Watch sodium hypochlorite sanitizers — they attack 304 fast.
304 is the workhorse. Mixers, hoppers, sifters, conveyors. Use 316L only where steam condensate or cleaning chemicals pool.
Tomato paste, pickle brine, fermented sauces — 316L minimum. For long-immersion chloride brines above 3% with elevated temperature, step up to duplex 2205. A pickle producer running 7% brine at 60°C in 304 tanks saw through-wall pitting in 18 months. The 2205 replacement is still in service after a decade.
316L often isn’t enough. Consider duplex or super duplex for fish brining, anchovy curing, or saltwater-exposed processing. Our guide on stainless steel in seawater environments covers the selection logic in detail.

Passing an audit is half material and half paperwork. When you buy stainless for food contact, request and archive these on day one:
If your supplier cannot provide 3.1 certificates traceable to a melt heat, walk away. Auditors will ask. So will your insurance carrier after a recall.
Mistake 1: Buying “304 food grade” without specifying finish. The metal is fine. The 2D mill surface is not. You will sand and polish on-site at three times the cost.
Mistake 2: Mixing 304 and 316L in the same chloride-exposed circuit. Galvanic effects are minor, but localized pitting on the 304 sections appears as “rust streaks” on the cleaner 316L next door — auditors will write you up for both.
Mistake 3: Accepting magnetic 304. Cold-formed 304 picks up magnetism from work hardening. It’s not a defect per se, but if your QA spec calls for non-magnetic and your supplier ships ferrite-rich material, you have a contractual problem and possibly a corrosion problem. See why stainless can become magnetic for the full mechanism.
Mistake 4: Skipping passivation after fabrication. Free iron from cutting tools, grinding wheels, or carbon-steel jigs embeds in the surface and rusts within weeks. Final passivation is non-negotiable.
Mistake 5: Treating “mirror finish” as a hygiene spec. A mirror finish that hasn’t been measured for Ra is just shiny. Always require a number.
Vague RFQs get vague pricing. Tight RFQs get competitive pricing and predictable delivery. A clean food-grade spec line looks like this:
“ASTM A240 316L, thickness 3.0 mm ±0.10, width 1500 mm, length 6000 mm, 2B finish one side polished to Ra ≤ 0.4 µm, PVC film protection product side, EN 10204 3.1 certificate, FDA/EU 1935 compliance letter.”
Notice what’s in there: standard, grade, thickness with tolerance, dimensions, finish with measurable Ra, surface protection, and documentation. A supplier reading that knows exactly what to ship — and so does your inbound QA team.
For larger projects, break the order by zone: 316L polished for product contact, 304 2B for non-contact panels and frames, structural angle/bar in 304 for supports. You will save 20–35% on total alloy cost without compromising the audit.
The short version: 316L for wet product contact, 304 for dry and structural, Ra ≤ 0.8 µm minimum on contact surfaces (≤ 0.5 µm for wet processing), pickled and passivated welds, rounded internal geometry, and full mill documentation. Skip any of those and your first audit will tell you about it — usually expensively.
Walmay Stainless supplies stainless steel sheets, plates, coils, tubes, and bars for food and beverage equipment builders in over 40 countries, with mill-direct 316L and 304 stock in polished and 2B/BA finishes, full 3.1 certification, and FDA/EU 1935 compliance documentation included. If you are scoping a new line or replacing equipment that didn’t pass last year’s audit, send us your spec and we’ll come back with a quote that matches what your auditor is actually going to measure.
 Industry Knowledge
Industry Knowledge
 Industry Knowledge
Industry Knowledge
 Industry Knowledge
Industry Knowledge

Walmay will help match the right stainless product form and specification for your application, confirm quantities and packing needs, and provide requested documents based on order requirements.
Loading form…